4
4
 其他視頻
其他視頻
2023/08/04
277次播放

![]()
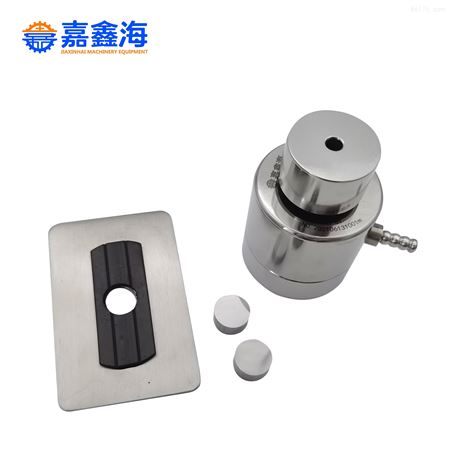
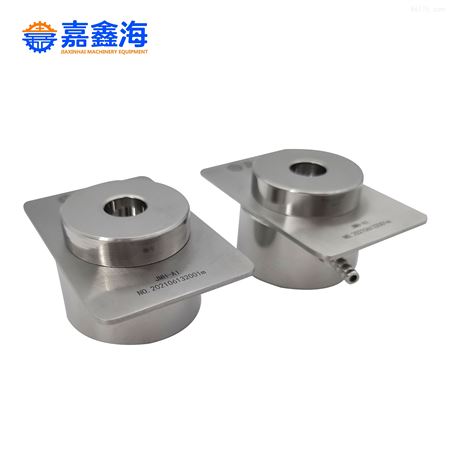
13mm脫模紅外壓片模具注意事項
一、每個人壓完靶,一定要用乙醇將模具清洗干凈,不要有粉末殘留在上面,因為這些殘留的粉末,累積久了就會造成壓片模具內壁不平終導致組件2容易壓歪。
二、不確定材料的極限噸數的人,一開始應以10噸會上限,若壓片模具之后確定噸數不夠時,需以每次增加0.5或1噸慢慢去測試,千萬不可一次就壓到20幾噸(接近儀器極限)。
三、人員在壓靶過程是采取蹲著的姿勢,只用到手的力量去施壓,同時壓片模具會利用壓桿來輔助。當壓到很難施壓,連雙手都無法讓噸數上升,而是需站起來利用身體的力量去施壓才能讓噸數提升的話,此時壓片模具有可能已達到材料本身緊密度的極限,千萬不要硬壓下去,或許可以硬壓下去,但是儀器或模具的某些地方可能已造成損壞而我們卻不知道。
四、脫靶動作 只是將靶推出組件 1 ,雖然壓片模具有受到些微壓力,但壓力計的指針還不至于上升,當發現指針有上升時,表示有壓片模具卡住的情形,導致不易脫靶,應立即停止動作,并找出原因。
13mm脫模紅外壓片模具產品參數:
型號 | JMH-B |
模具材質 | 日本 高速工具鋼ASSAB+17 |
壓頭硬度 | HRC68-HRC70 |
樣品尺寸 | 直徑:13mm(M) |
腔體深度 | 20mm(N) |
外形尺寸 | 43×78mm (L×W×N) |
模具重量 | 0.76Kg |